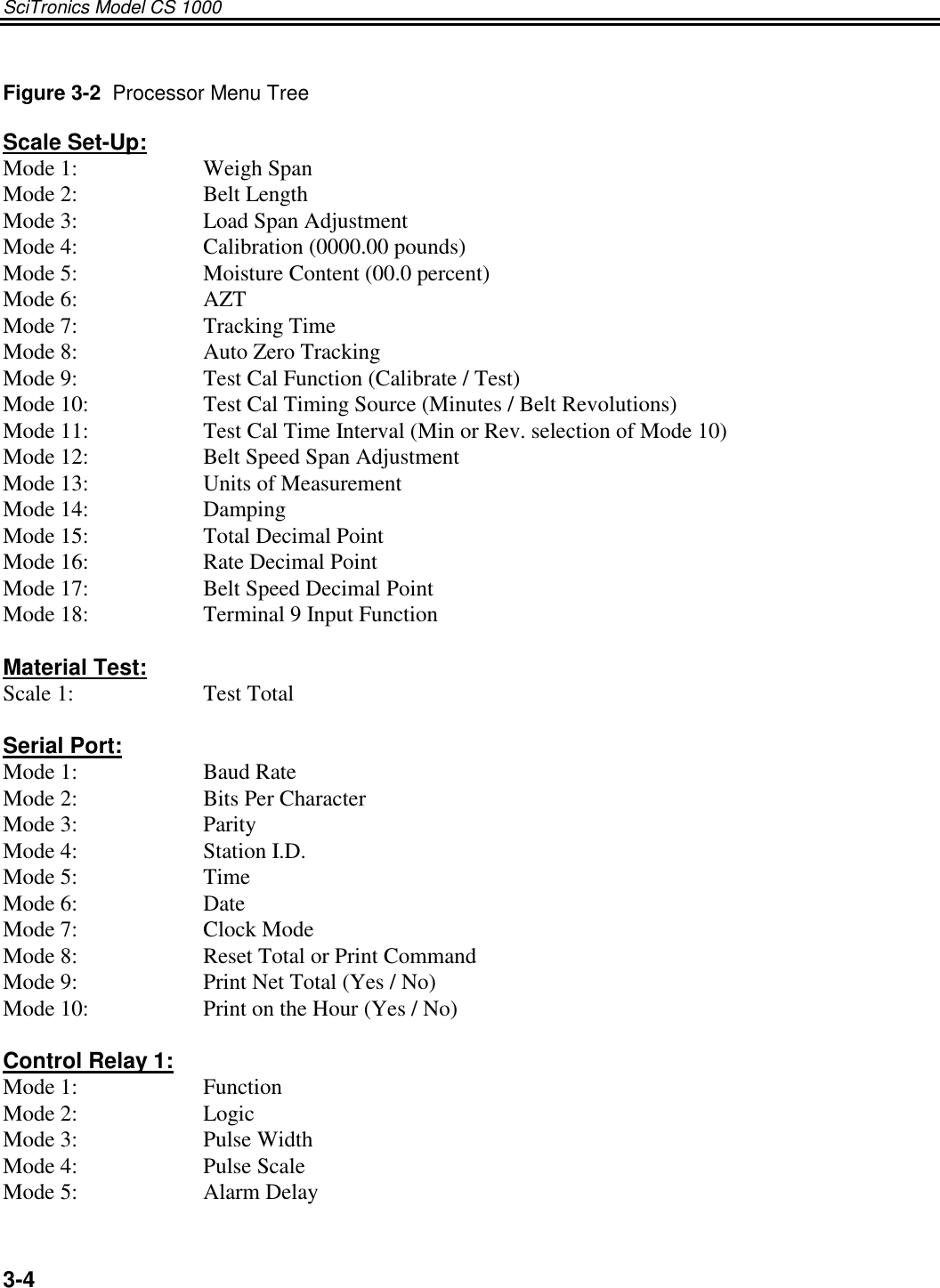
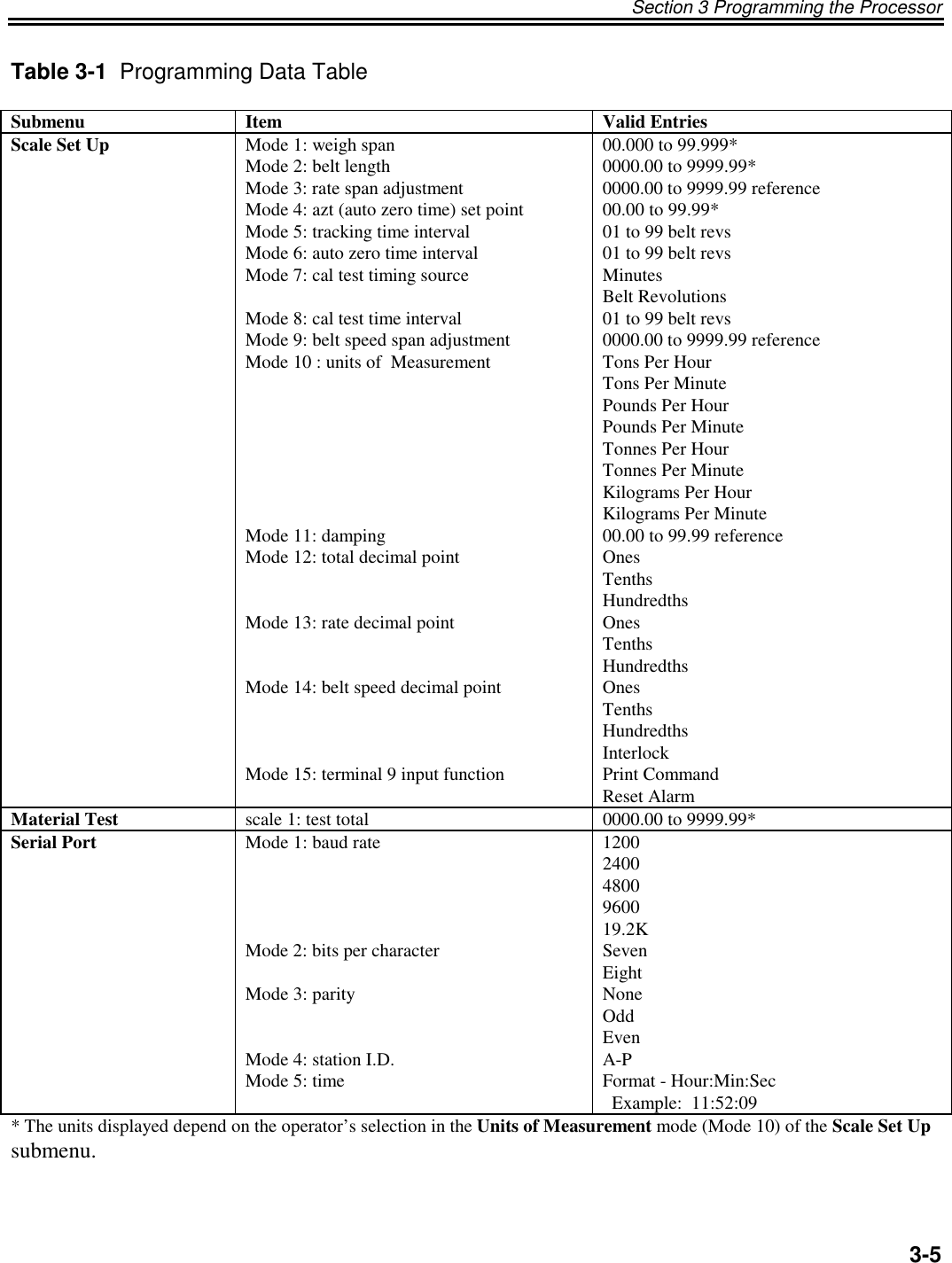
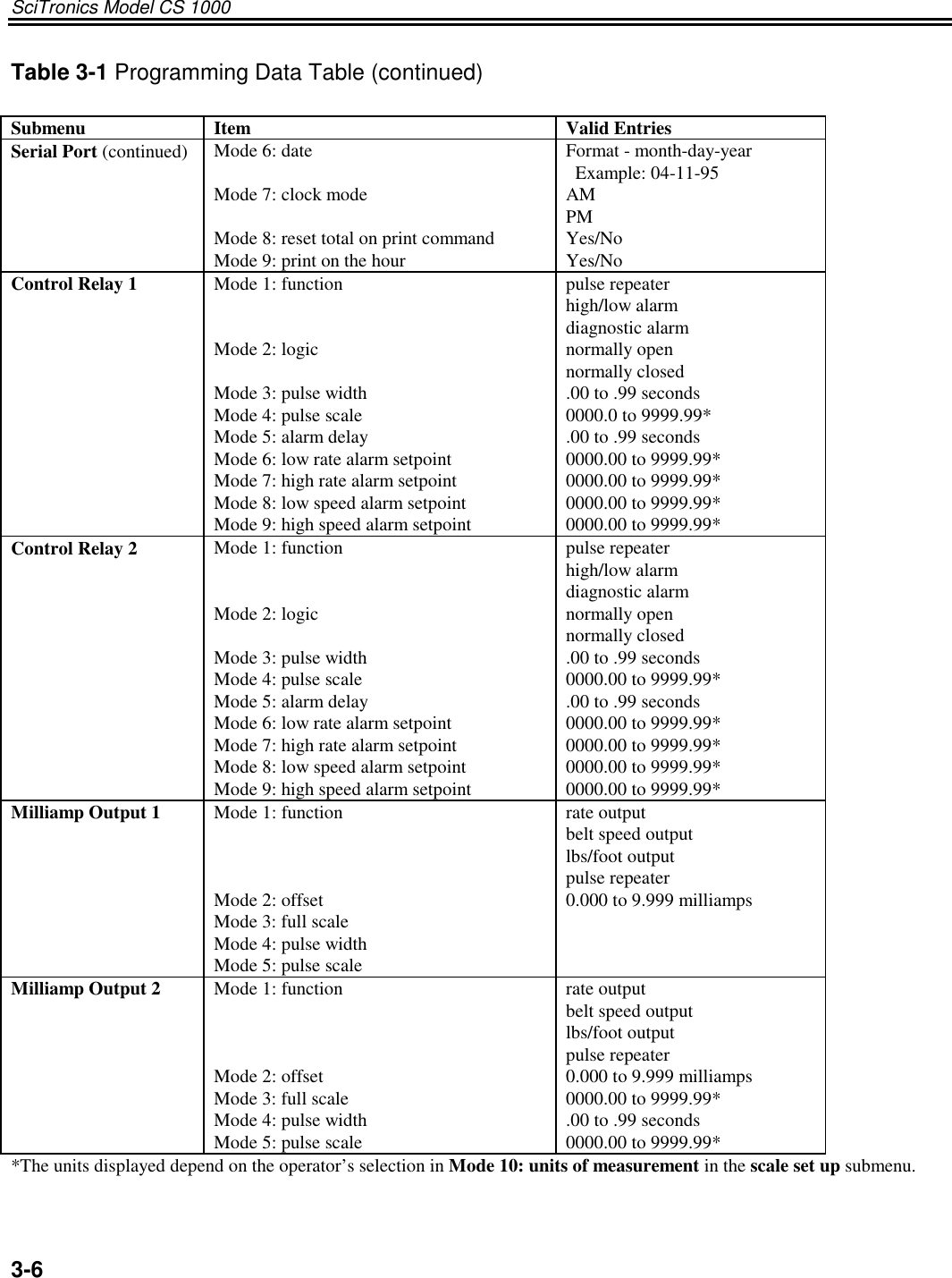
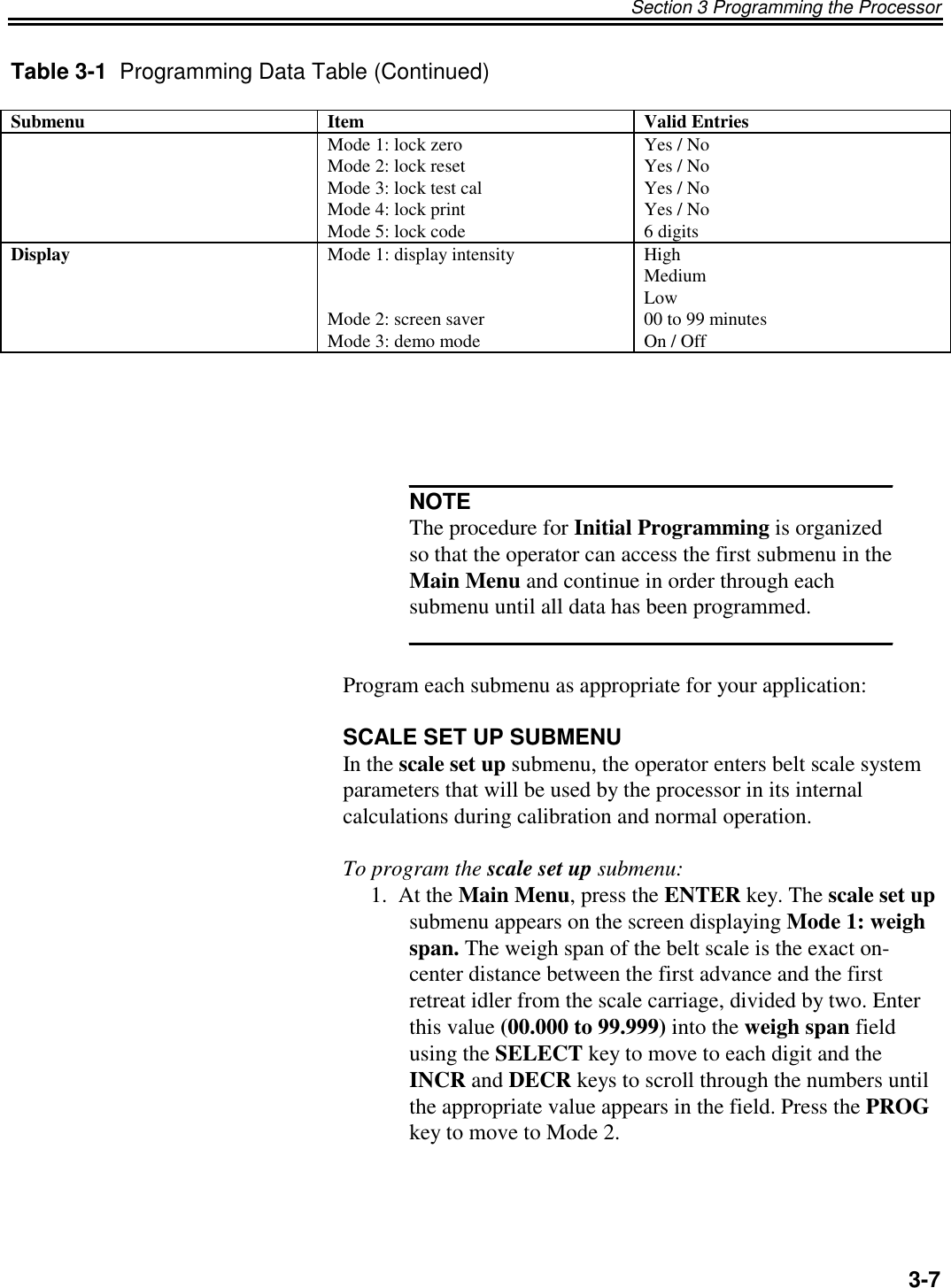
Scitronics DSP1000OT900 Conveyor Belt Scale User Manual Instruction Manual
Scitronics Inc. Conveyor Belt Scale Instruction Manual
UserManual.wiki
>
Scitronics
>
DSP1000OT900 User Manual
>
Instruction Manual
Contents
1.
Instruction Manual
2.
LINX HP Receiver Module Guide
Instruction Manual
Navigation menu
Upload a User Manual
Namespaces
Wiki Guide
HTML
PDF
Info
Views
User Manual
Discussion / Help
Navigation