Delta Micro Factory 3DP 3D Printer User Manual
Delta Micro Factory Corporation. 3D Printer
UserManual.wiki
>
Delta Micro Factory
>
3DP User Manual
user manual
Navigation menu
Upload a User Manual
Namespaces
Wiki Guide
HTML
PDF
Info
Views
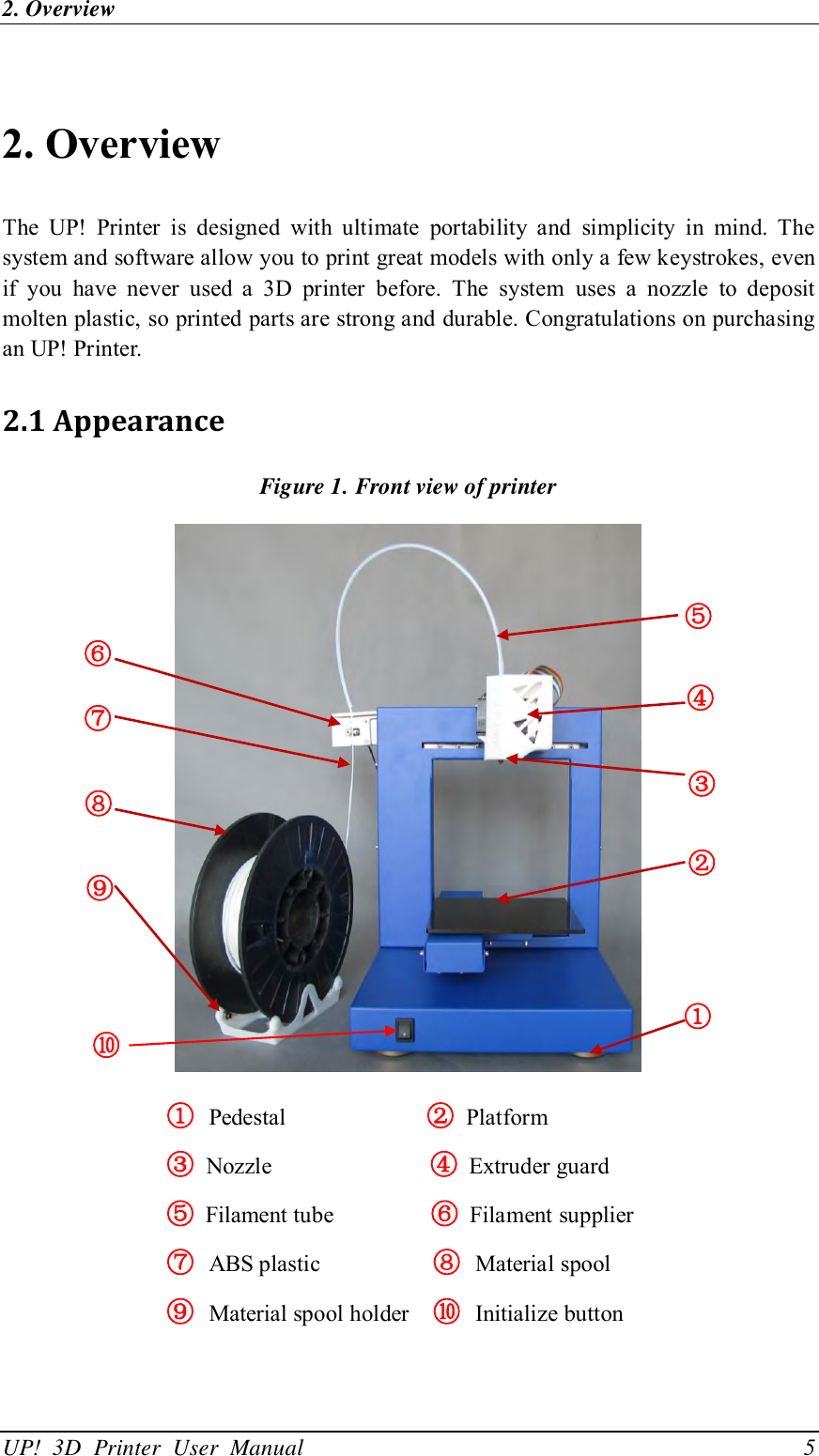
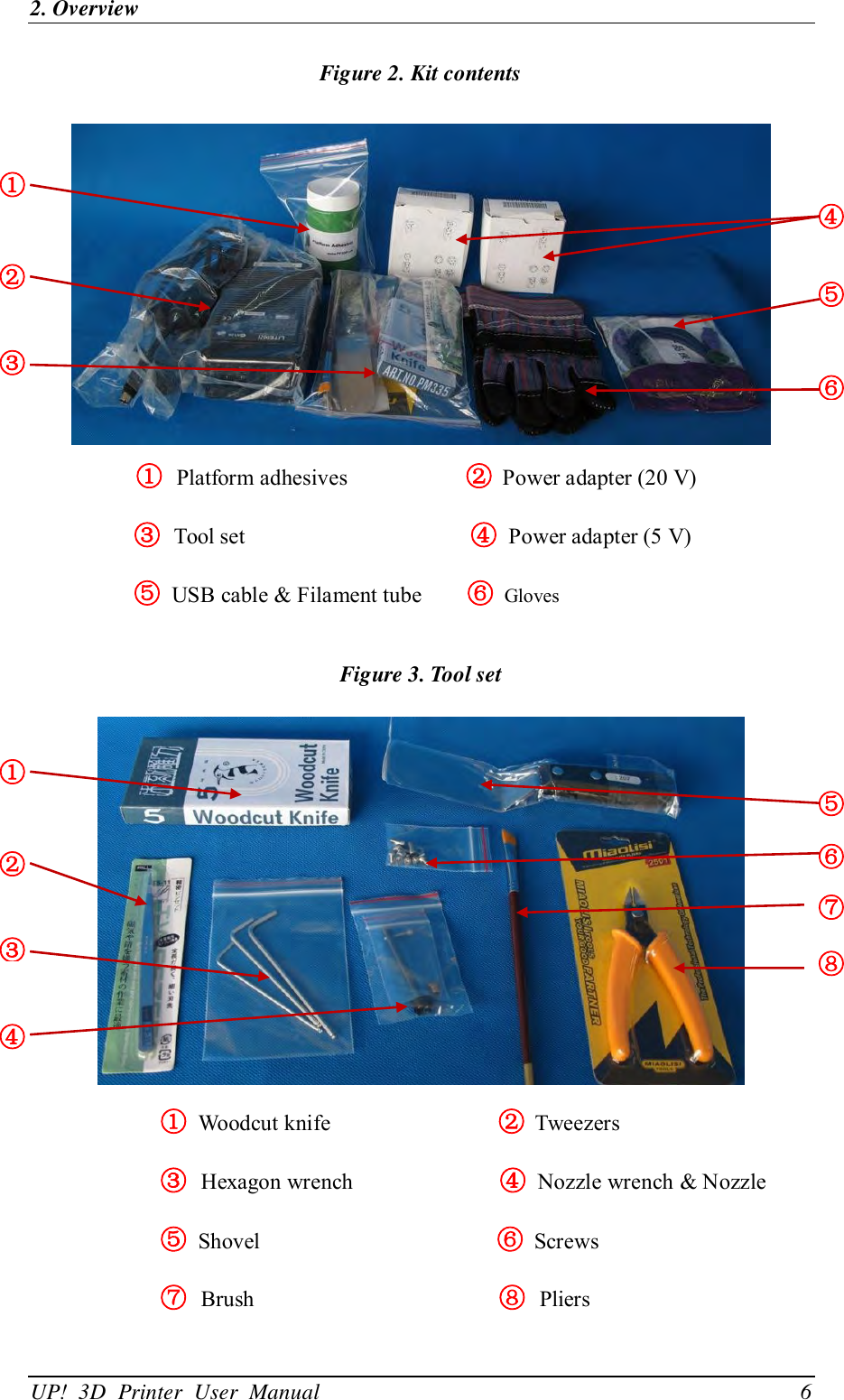
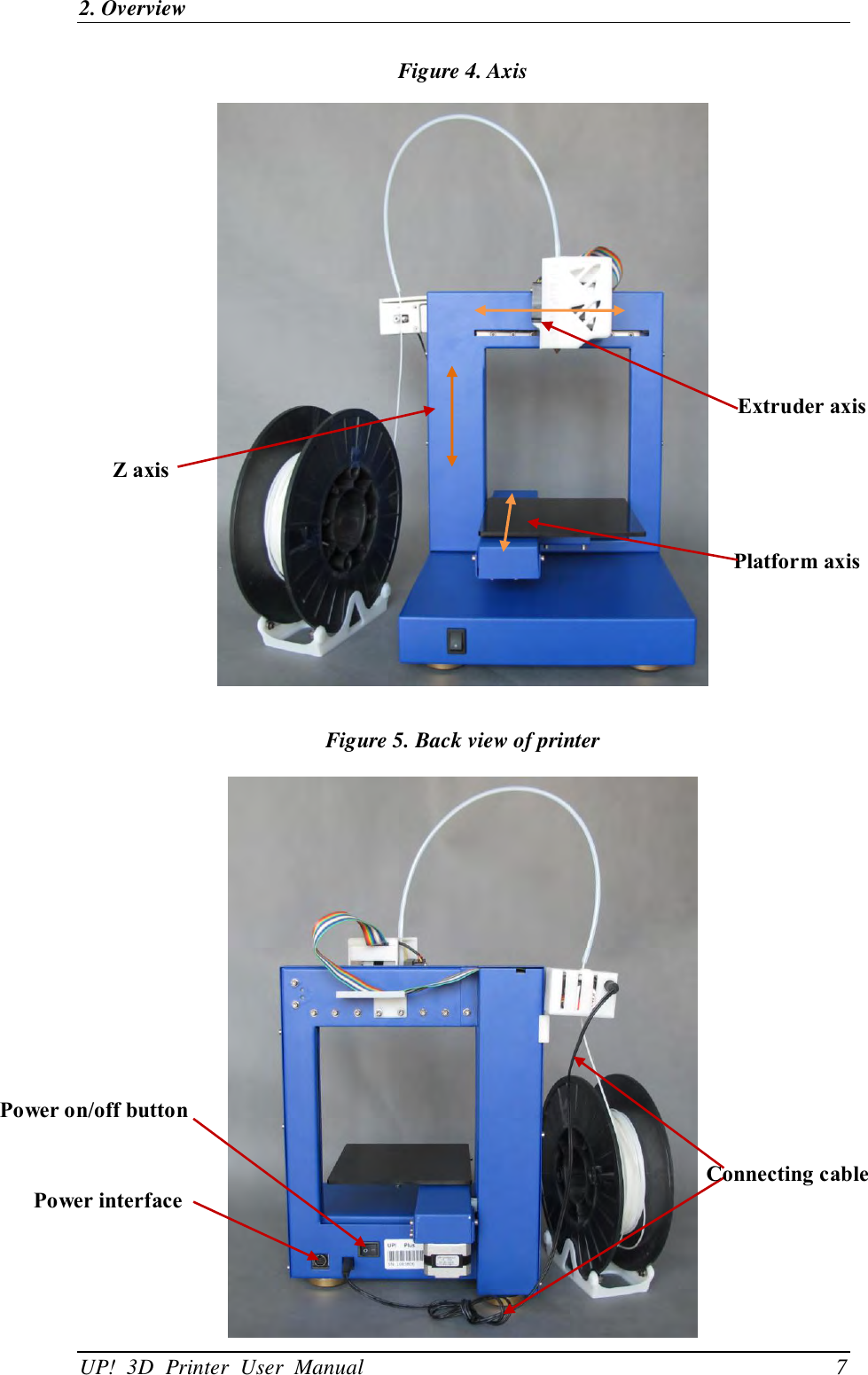
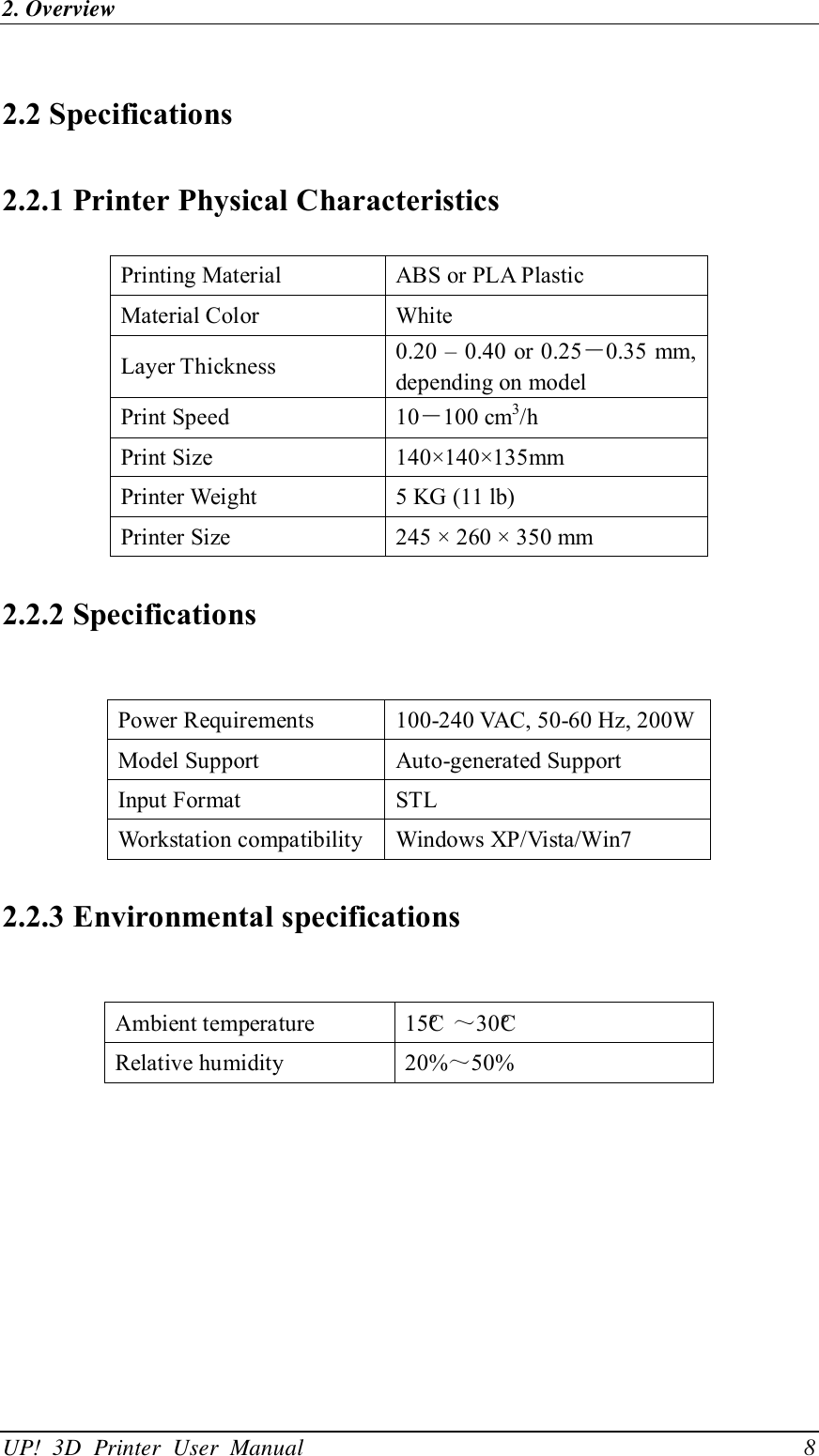
User Manual
Discussion / Help
Navigation